









With today’s long-life oxygen cutting technology, CNC plasma systems are the most productive, cost effective way to cut carbon steel from gauge to 1 1/4” thickness. But to get the highest performance, operators need to ensure the consumables in the torch are inspected and maintained to high standards. To do that, a good understanding of the features and functions of each consumable is paramount to getting the most out of your machine.
The primary function for a plasma electrode is to provide power to the plasma arc, connecting to the negative output from the power supply. The plasma electrode’s secondary function is to conduct high voltage (aka, high frequency) energy during the starting sequence, adding energy to ionize the cutting gas, thus allowing the plasma arc to start. Since the electrode is the main contact point for the plasma arc, it gets very hot. As a result, the end emitter on an oxygen electrode, made of the element hafnium, can reach temperatures exceeding 3000 degrees F. In general, most plasma cutting electrodes used at over 100 Amps of cutting current are liquid cooled, as opposed to gas cooled in smaller mechanized and hand held plasma systems.
The primary function for a plasma electrode is to provide power to the plasma arc, connecting to the negative output from the power supply. The plasma electrode’s secondary function is to conduct high voltage (aka, high frequency) energy during the starting sequence, adding energy to ionize the cutting gas, thus allowing the plasma arc to start. Since the electrode is the main contact point for the plasma arc, it gets very hot. As a result, the end emitter on an oxygen electrode, made of the element hafnium, can reach temperatures exceeding 3000 degrees F. In general, most plasma cutting electrodes used at over 100 Amps of cutting current are liquid cooled, as opposed to gas cooled in smaller mechanized and hand held plasma systems.
So what are the plasma electrode’s critical features? First of all, the hafnium emitter is the single most important part for the electrode. Since hafnium is a poor thermal conductor, it is bonded to the copper body of the electrode using a proprietary process that ensures an excellent thermal and electrical connection. Hypertherm electrodes use a patented process that matches the diameter of the hafnium emitter to the power level it is designed for, ensuring the most efficient heat transfer. Another very important factor to ensure cut quality is repeatable dimensional stability, where the electrode fits up well to the other internal torch components. If you have the incorrect length or diameter it will dramatically affect alignment and impact the cutting quality.
 The second critical feature for the plasma electrode are the very accurately machined bore and step, which insure superior cooling as a result of perfect alignment of the coolant tube to the hollow milled post in the electrode bottom. As well, alignment can provide for very concentric coolant flow around the high temperature hafnium emitter.
The second critical feature for the plasma electrode are the very accurately machined bore and step, which insure superior cooling as a result of perfect alignment of the coolant tube to the hollow milled post in the electrode bottom. As well, alignment can provide for very concentric coolant flow around the high temperature hafnium emitter.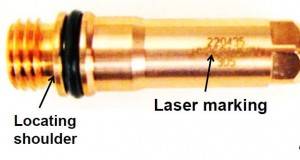 All Hypertherm electrodes have a laser etched part number and a batch code clearly marked to ensure proper part match-up. And the threads and locating shoulder are designed to ensure perfect concentricity with nozzle and swirl ring when installed in the torch.
All Hypertherm electrodes have a laser etched part number and a batch code clearly marked to ensure proper part match-up. And the threads and locating shoulder are designed to ensure perfect concentricity with nozzle and swirl ring when installed in the torch.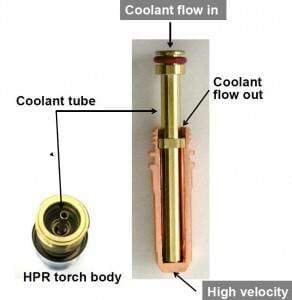
Finally, the key feature of both the electrode and torch design is a floating coolant tube. How does the floating coolant tube work? The tube is loosely installed in the torch and when the electrode is installed the coolant tube self aligns and positions itself to the internal features of electrode. The coolant enters at the top of the tube at relatively high pressure and is forced through a tight fit around the hollow mill of the electrode. In the end, the squeeze increases coolant velocity, effectively causing the coolant to strip away steam buildup around the hot hafnium, for very efficient heat removal.
No comments:
Post a Comment