








In CNC WaterJet cutting, when we refer to the feedrate, we’re talking about how fast the waterjet moves along the material per minute. The faster the waterjet moves, the more quickly it will cut the material, but with increased taper. The slower the waterjet moves, the slower it will cut, but the edge quality with greatly improve. Optimizing cut quality with operational efficiency is a balancing act between desired cut quality, material type/thickness, and abrasive feedrate.
When a waterjet moves more slowly over a piece, more water and abrasive is able to erode the material, thus increasing the cut quality. However, the more abrasive you use, the higher your operating costs will be. Many operations will average about 0.7lbs/min of abrasive. When it comes to operating costs, the amount of abrasive used in waterjet cutting is the single largest contributor. It is therefore important to ensure that you’re only using the absolute minimum amount of abrasive that you need for your cut.
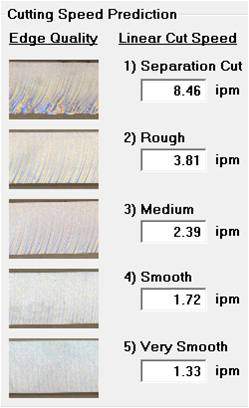
To do this, think about the type of cut you’re trying to achieve. Do you require a very smooth cut, with perfect edge quality and negligible taper? Or perhaps you require merely a separation cut, where the edge quality isn’t nearly as important. SigmaNEST has a very simple way of choosing the level of cut quality you require for your job. This is an especially handy tool when your part does not require the same level of quality on all sides.
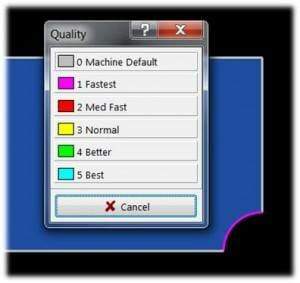 Merely click on the cut line in the dashboard and click on the quality tab. This will allow you to choose from 1 (fastest cut speed, separation cut quality) to 5 (slowest cutting speed, smoothest edge). Having greater control over the quality you choose for each edge on your part means that you’re not wasting abrasive (and operating time), when a lower quality cut could do the job just as effectively.
Merely click on the cut line in the dashboard and click on the quality tab. This will allow you to choose from 1 (fastest cut speed, separation cut quality) to 5 (slowest cutting speed, smoothest edge). Having greater control over the quality you choose for each edge on your part means that you’re not wasting abrasive (and operating time), when a lower quality cut could do the job just as effectively.
Proper feed rate control for waterjet cutting is just another way that SigmaNEST software helps you not only cut better, but smarter.
No comments:
Post a Comment